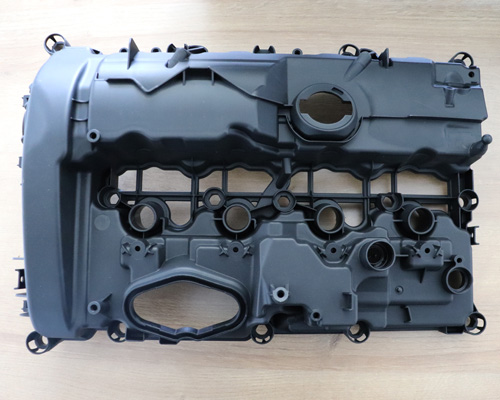
This is a project full of “tear and blood”. When client Dennis from US kicked off the project with us, only pictures of current mold were provided. We thought this was a simple back up injection cap mold. Nothing big deal. It was very smooth all the way from design to T1. We thought no more than two trials that we were able to ship the plastic molds.
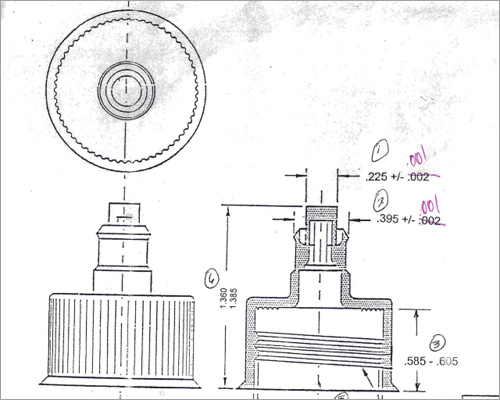
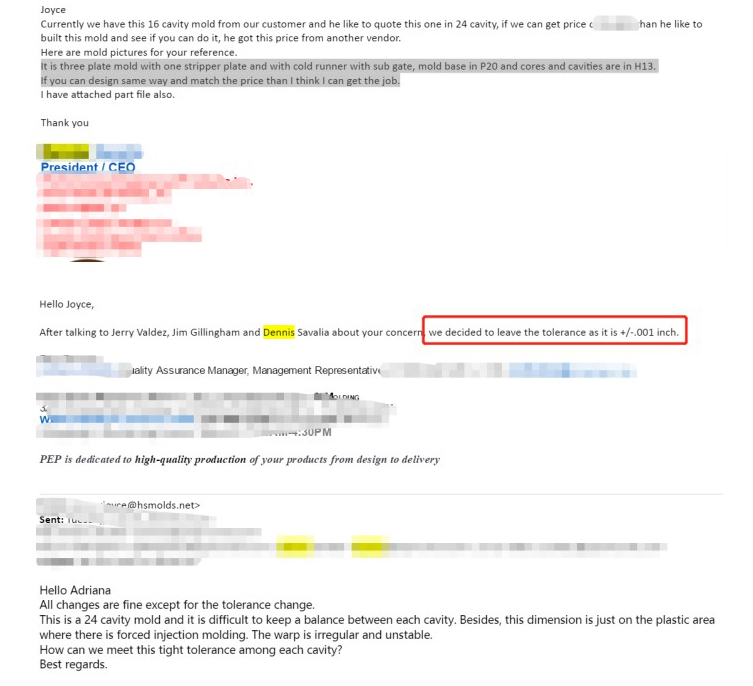
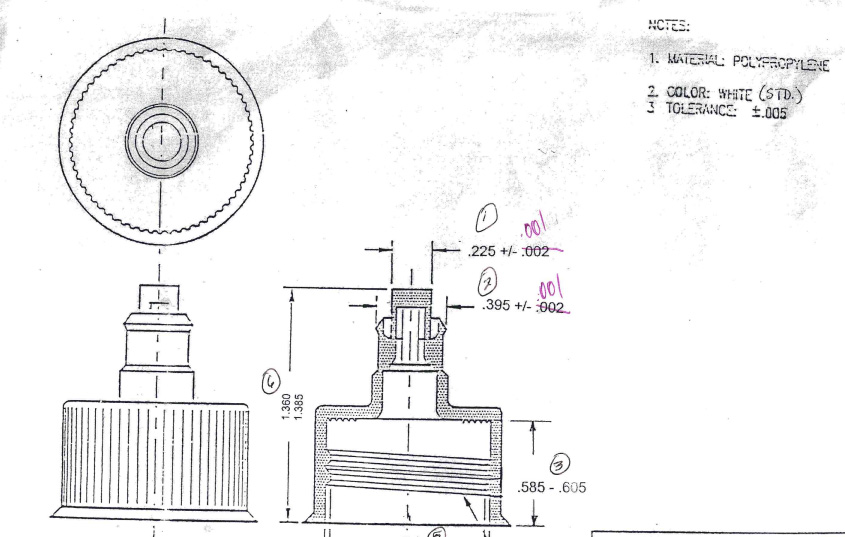
1) The tolerance. Client’s engineering team didn’t send the 2D print at start at all. When T1 was done, they sent a 2D print and changed the tolerance from 0.002 to 0.001”. This looks very unprofessional.
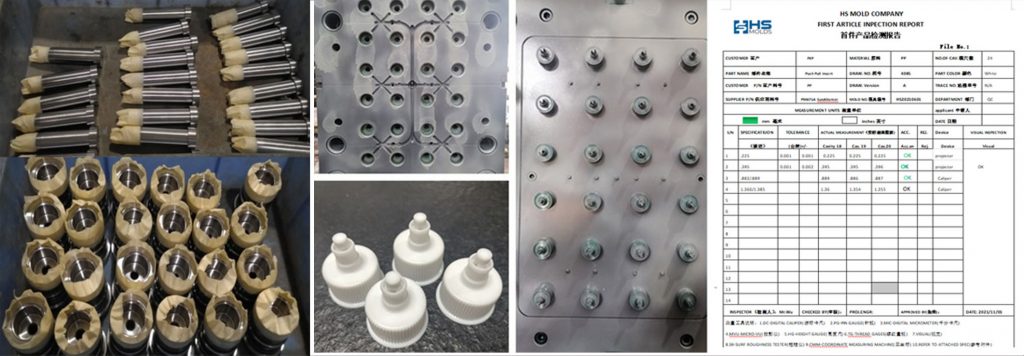
2) The critical dimension with tolerance of 0.001” is structured with undercut which is released by force. It is difficult to meet this precise tolerance on cavities. Because of this, we have dumped all inserts and remade new ones.
3) There is draft on the part print, but client insists that we have to go with zero degree. In this case, it is impossible to demold the parts.
We had a conference meeting on zoom to explain all this, the “demanding” client understood everything but there was nothing that they could do as the budget was set already. We were driven into a dead end, either fixing the tooling at no cost or suspend the project. After painful “struggling”, we decided to help client out as a partner as we were at the same boat. Thanks our great engineering team plus the latest cutting edge precision machines, we finally dress all technical issues after 8 molds trials and completed the project successfully beyond client’s satisfaction. It was really challenged to achieve this. I am also proud of leading this project from beginning until the end. Any one is interested in the process of manufacturing injection molds for tight dimension part, please reach us at Joyce@hsmolds.com



{kind=link}
{kind=link}